銅の超音波溶着
銅はアルミニウムと同様、家電製品などのハイテク市場における重要なコンポーネントです。超音波溶着の使用は、銅線などのコンポーネントとさまざまな異種金属に接合するなどの用途で非常に有効であることが証明されています。さらに、銅素子を使用した回路基板は、従来の接合方法に比べると、短時間で組み立てることができます。
こうした分野では、関連する素子が小さいため、溶着の精度と信頼性を確保するためのプロセスが特に重要になります。使用されるツールの効率性や作業速度は、こうした業界における超音波溶着の重要性を左右する要因の一つです。
Herrmann Ultraschallは超音波溶着のリーダーとして高い評価を受け、プロジェクトで使用する金属の種類に関係なく、溶着ツールを提供する信頼のメーカーです。詳細については、こちらまでお問い合わせください。
アルミと銅を超音波溶着するメリット:
- 溶着時間が短い
- エネルギー効率が高い
- 精度が高い
- 完成品の耐久性が高い
- 消耗品が不要
縦方向の振動で酸化皮膜を破壊
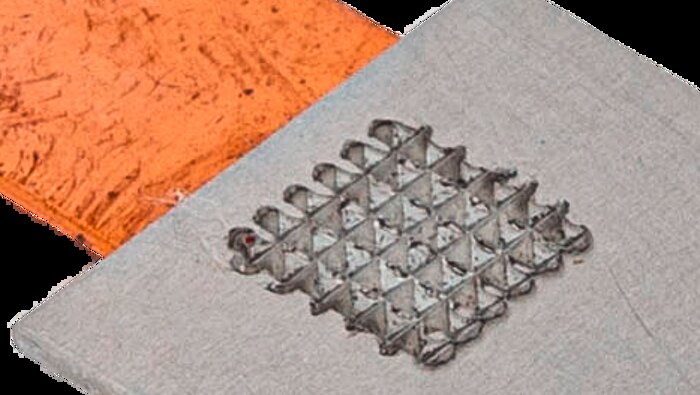
接合に必要なエネルギーは、機械的な振動によって生成されます。超音波発振器は、50Hzの交流電流から20kHzまたは35kHzの電気振動を発生させます。振動子を使って、電気振動を同じ周波数の機械的な振動に変換します。ホーンと呼ばれる溶着ツールが接合補助具に振動を伝えます。ホーンは対面する接合部と結合し、縦方向に振動させます。もう一方の接合部は、構造化されたアンビルに固定され、動きません。ホーンのカップリング表面も構造化されている必要があります。そうでなければ、上部の接合補助具が動かないため、相対運動が生成されません。
接合部の酸化皮膜は激しい摩擦で破壊され、2つの接合部は同時に圧力を受けて分子結合で融合します。溶接の重要なポイントは、融点よりはるかに低い熱ではなく、二つの接合補助具の相対的な運動にあります。加工の熱の温度が低いため、物質の材料構造に悪影響を与えることはありません。接合補助具の材料の最大厚みは、溶着面にもよりますが、銅板では最大5mmです。用途に応じて異なりますが、必要な電力は1,000~12,000Wです。
金属の超音波溶着で重要なプロセスを可視化
システムコントロールでは、プロセスパラメーターをチェックし、可視化します。振幅、エネルギー、溶着距離、溶着圧力などのパラメーターを装置の画面にグラフィカルに表示することで、プロセスの安定性を確保します。材料と製造の公差のバランスをとるため、アプリケーションごとに加工時間を決定する必要があります。この段階では、バッテリー生産の上流工程のすべての手順を考慮しなければなりません。特に高額なバッテリーの場合、不良品を最小限に抑えることが重要です。
溶着パラメーター、つまり用途、材料、生産環境を考慮する際は、総合的に考えることが重要です。だからこそ、できるだけ早い段階で超音波技術を提供するサプライヤーに製品開発に参加してもらうことが重要なのです。Herrmann Ultraschallでは、きめ細かなパラメーター設定がホーンの生産品質と耐用年数をさらに向上させる決め手になると考えています。プロセスの安定性と粒子の減少、エネルギー 投入、安定した振動子、溶着ツールの耐用年数の間には相関関係が見られます。