超音波溶着はどのような用途に適していますか?
超音波溶着は、接着剤やネジなどのツールを使わずに、一瞬で行うことができます。パッケージ、自動車部品、おもちゃなどの製造に超音波が使用されます。例:
。
- 射出成型によって製作されたパーツの組み立て (例: おもちゃ用)
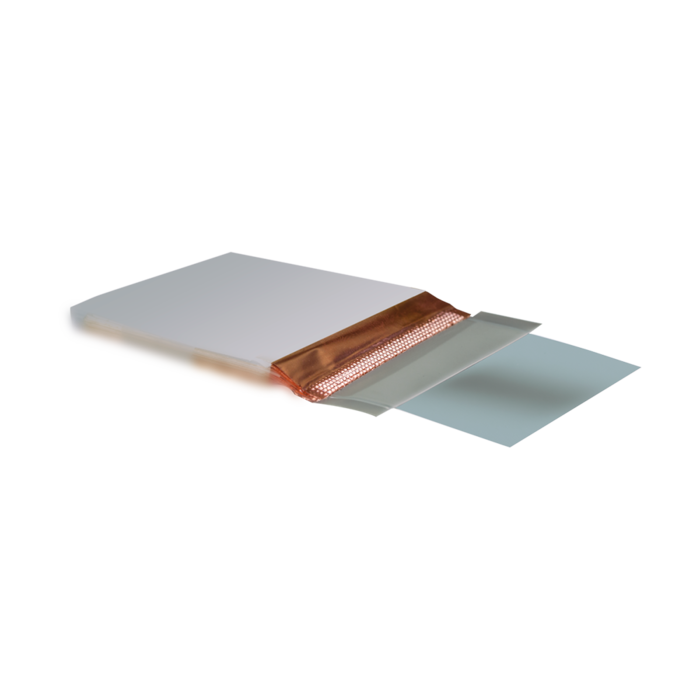
- 薄膜の埋め込み (例: 医療用構成部品のフィルター薄膜用)
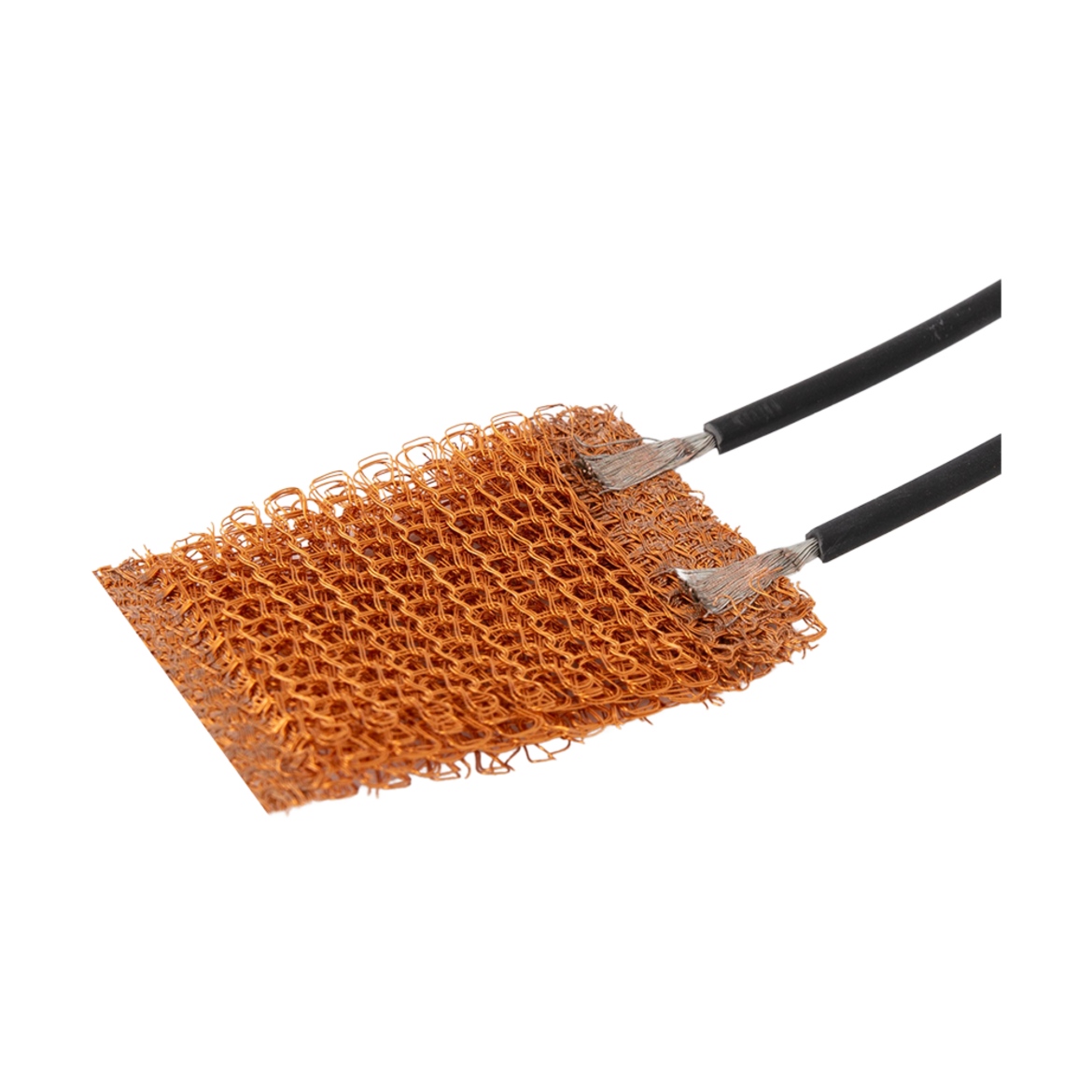
- レザー、不織布、繊維製品 (例: 車のエアフィルター) の引っかき
- 異種材料をリベットで結合する (例:エアバッグ用)
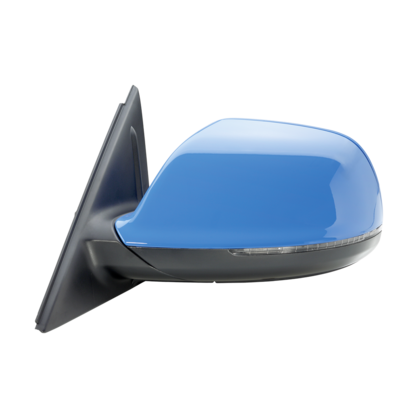
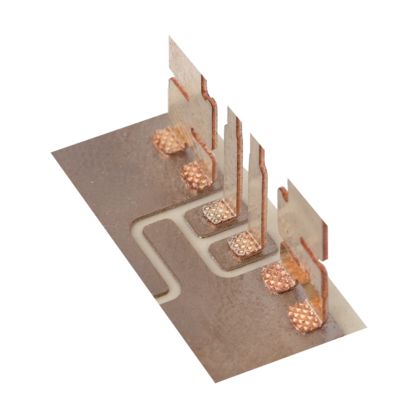
- 成形技術を用いてフォームフィット・ジョイント接続の確立 (例: 充電器の磁気接点用)
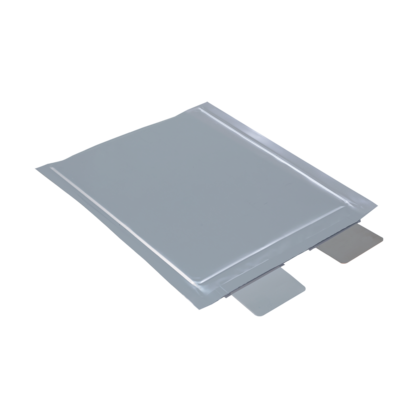
- メス側のコネクターと磁石 (例: センサーを作動させるためのカプセル化された磁石)