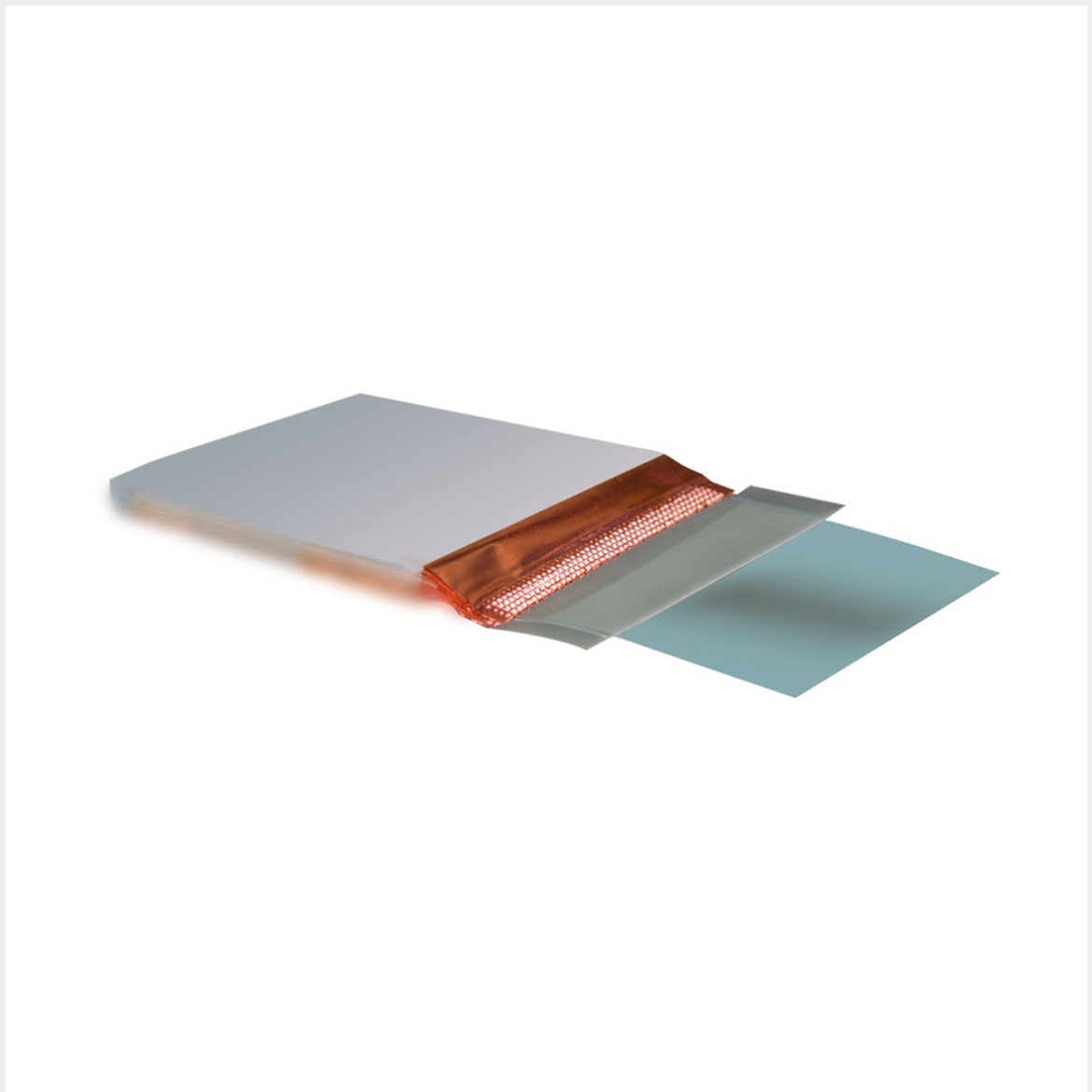
超音波溶着はどのように機能しますか?
超音波が材質 (プラスチックなど) に当たると、その中の分子鎖が振動します。分子は動き始め、互いにこすり合います。これにより、エネルギー (いわゆる摩擦熱) が発生します。熱可塑性プラスチックの場合、これにより熱可塑性プラスチックが溶け始めます。この原理を利用したのが超音波溶着です。追加の圧力下での短いホールド時間の後、接合エリアで異なる材料 (構成部品) を分子レベルで溶着することができます。
利点
超音波溶着には、接着やガス溶着などの従来の接合方法に比べて多くの利点があります。
- 超高速:瞬時に材料を溶かして接合します。
- 常に高い品質を維持:精密な制御技術により、再現性が高く、正確で魅力的な結果が得られます。
- 柔軟性: さまざまな材料、形状、プロセスに適応できます。
- 環境への配慮:超音波溶着は、クリーンで省エネ、廃棄物も出しません。
- コスト効率の良さ: 短いプロセス時間、低エネルギー消費、ネジや接着剤などの追加ツールなし。