


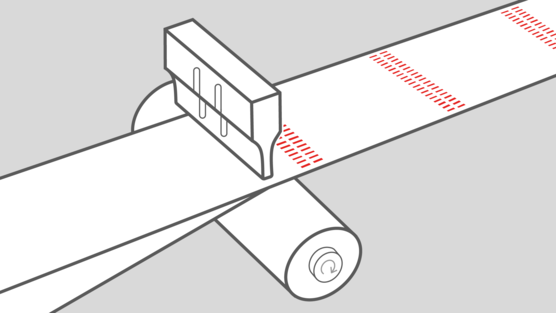
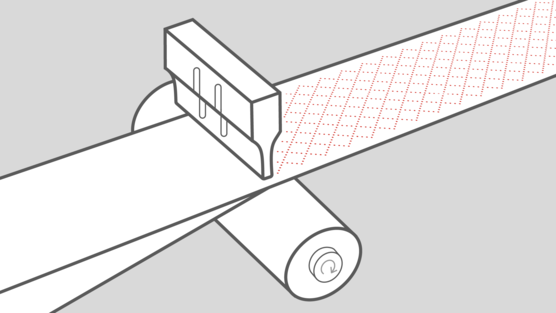
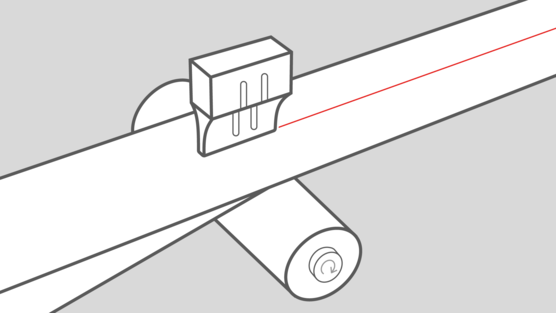
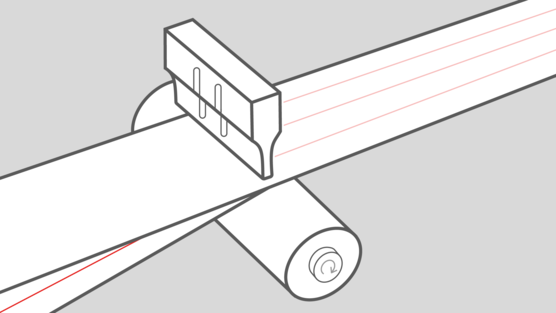
超音波接合の仕組み
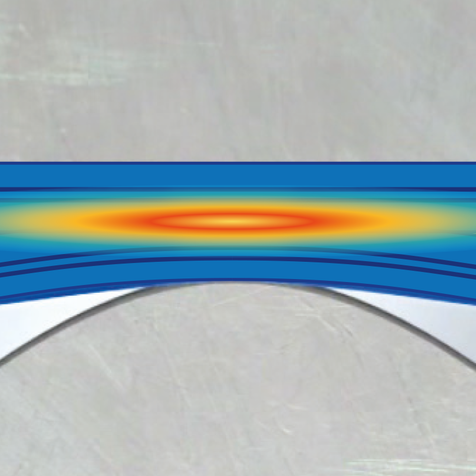
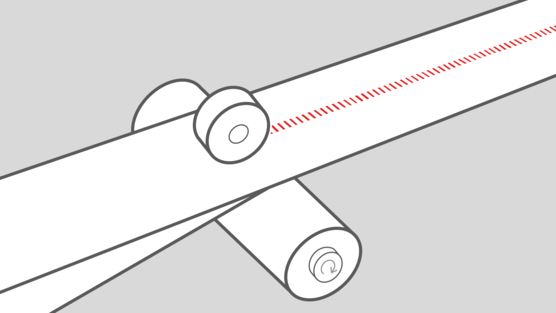
超音波は発振器で生成され、変換器で機械的振動に変換されます。 これらはソノトロードによって材料に導入されます。ここでの標準周波数は20〜35 kHz、振幅は10〜50 μmです。 材料中のプラスチック部が刺激され、加熱して溶融します。実際の接合工程は高速で、金敷きドラムなどの回転工具を用いることで、1分間に最大800 mの不織布を処理できます。アンビルドラムはアンビルとして機能し、超音波エネルギーを正確に集束させるための個別の表面構造を備えています。
これにより、溶着やエンボス加工または切断で正確な結果を得られます。最適な結果を得るには、加工対象の材料と工具との距離を一定に保つことが重要です。 これは、Herrmannの超音波接合用MICROGAP制御技術によって保証されています。











よくある質問 – 不織布アプリケーション用の超音波接合
繊維や連続フィラメントから作られた不織布は、高効率な超音波溶着によって、ラミネート、穿孔、接合、エンボス、裁断、または接着といった加工が可能です。
超音波では、2種類の接合を作ることができます。
- 分子結合は、(融点やメルトフローインデックスが)類似した材料同士を接合することで得られます。異なるプラスチック繊維から成る材料の混合物を使用する場合は、最適な溶着結果を得るために、各材料の融点ができるだけ近いことが望ましいです。
- 機械的結合は、性質の異なる2つの材料を加工するときに生じます。たとえば、不織布を織物、メンブレン、スパンボンド、エアレイド、フィルムなどの他の材料と組み合わせて加工する場合がそれに当たります。
お使いの特定の材料の組み合わせで接合が可能か知りたい場合は、ぜひお問い合わせください。超音波ラボで包括的なテストを実施いたします。
目付の低い10 gsm未満の薄い材料は、超音波接合プロセスに適用できます。
超音波は、分子間摩擦を生み出すプロセスによって、材料に超音波エネルギーを加えることで材料同士を接合します。これにより、強固で一貫性があり、再現性の高い接合結果が得られます。超音波は、材料の総厚さに依存せず、連続的に材料を接合するための、効果的かつ効率的なソリューションです。
詳しい情報やお客様の用途に合わせた個別のご相談につきましては、お問い合わせください。
連続式の超音波接合により、非常に高速な加工が可能です。材料やアンビルのパターンに応じて、材料、工具およびシステム設定が最適に一致している場合、最大800 m/分、さらにはそれ以上の生産速度も達成できます。
この件の詳細は、当社のカタログ「衛生業界でOEEを最大化するためのガイド」でもご覧いただけます。
超音波接合システムは、数ミリメートルから始まるさまざまな、拡張可能な生産幅に合わせて設計できます。モジュール式のシステムアーキテクチャにより、複数の超音波ユニットを横に並べて配置でき、3メートルを超える広幅の連続接合セクションを実現します。
詳しい情報やお客様の用途に合わせた個別のご相談につきましては、お問い合わせください。


![[Translate to Japan - Japanisch:]](/fileadmin/_processed_/6/f/csm_TEi_7f015ae83d.jpg "[Translate to Japan - Japanisch:]")

