超音波シーリング
超音波シーリングは、食品業界のパッケージソリューションに最適です。魅力的な外観、長い保存期間、100 %の漏れ防止 - これらは製造者と消費者の基準です。そのため、このタイプのシーリングは特に以下の用途に適しています:
- パウチ用熱可塑性プラスチックフィルム (例: 冷蔵室のサラダやお惣菜のパウチ)
- チューブ、紙パック、カップ (例: ヨーグルトのポットの蓋、歯磨き粉のチューブの出口)
- 熱可塑性コーティングされた段ボール (例: 飲料用カートン)
- フィルム/フィルター素材のバルブ (例: コーヒー豆のパッケージ用ガス抜きベント)
- コーティングされた段ボール/フィルムのスクリューキャップ:牛乳用キャップ
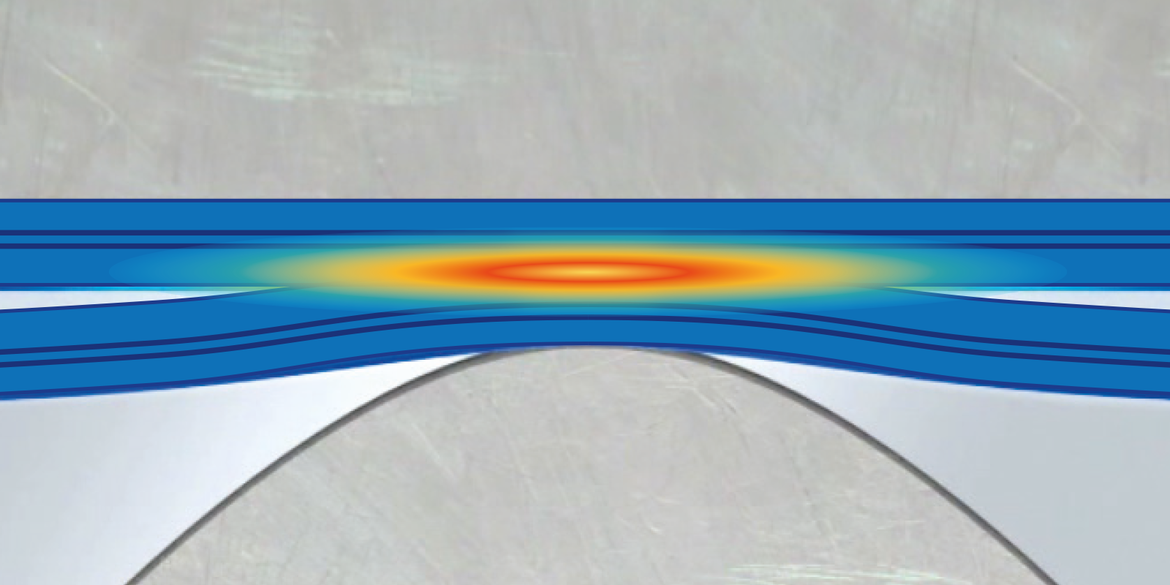
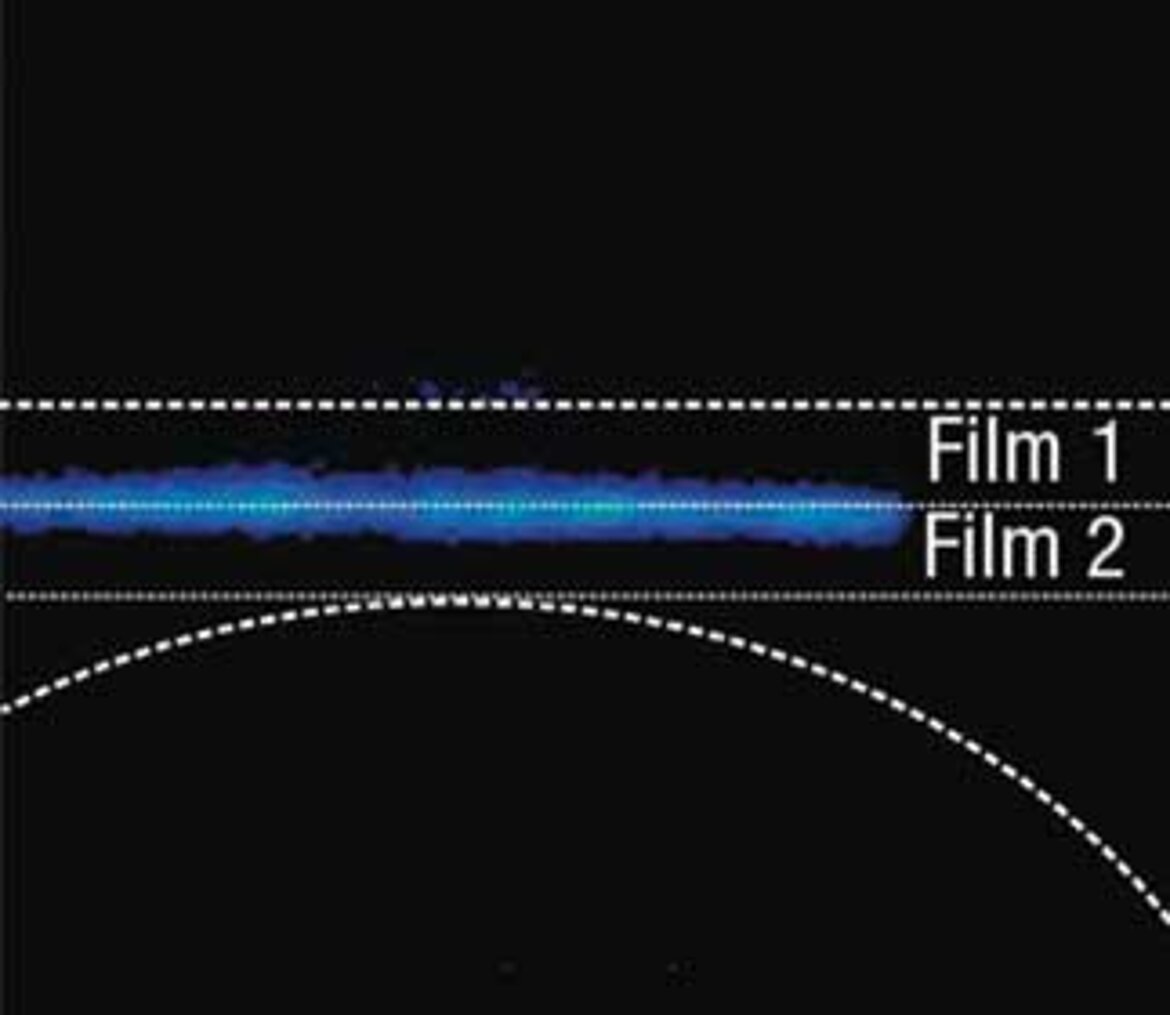
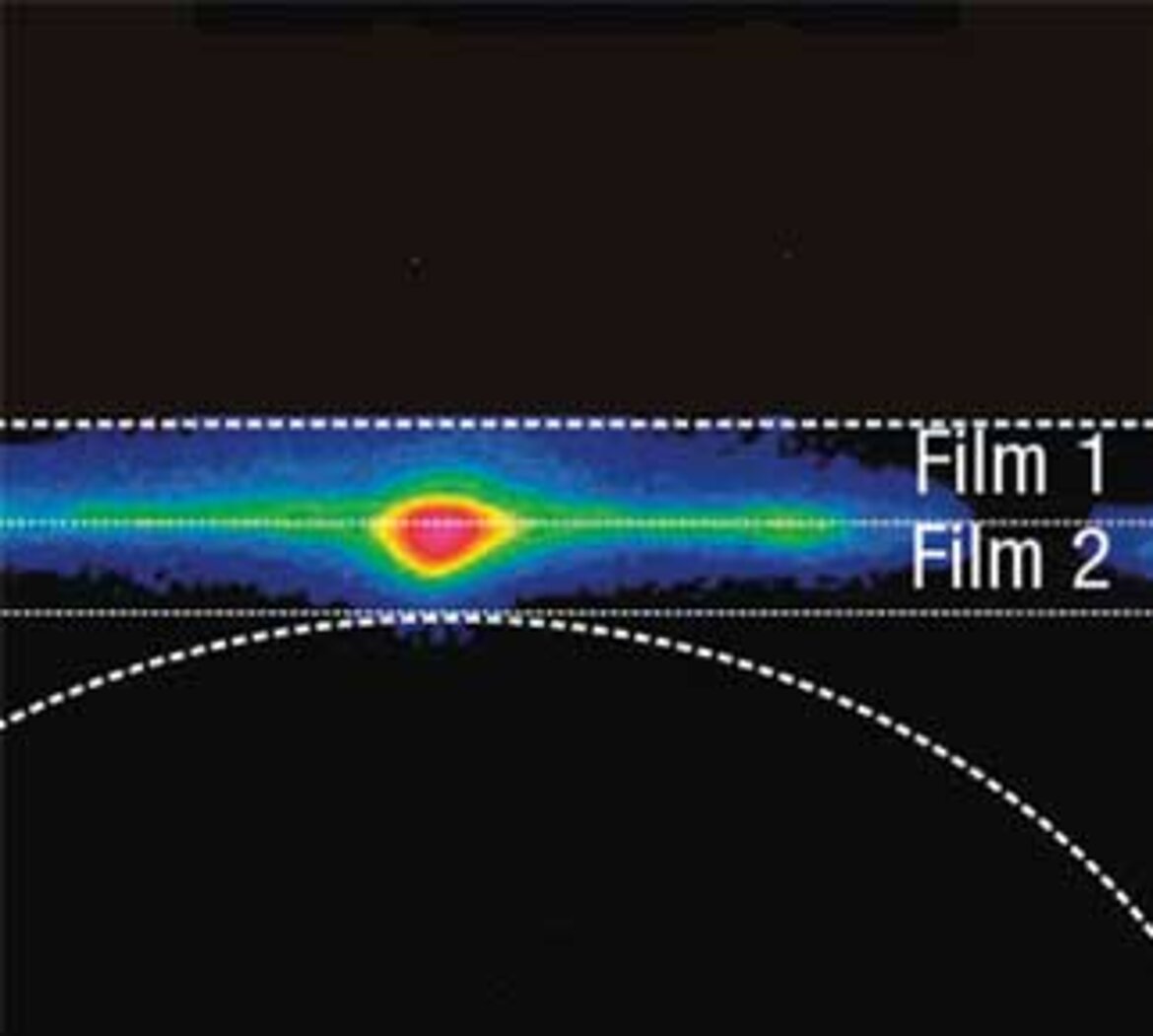
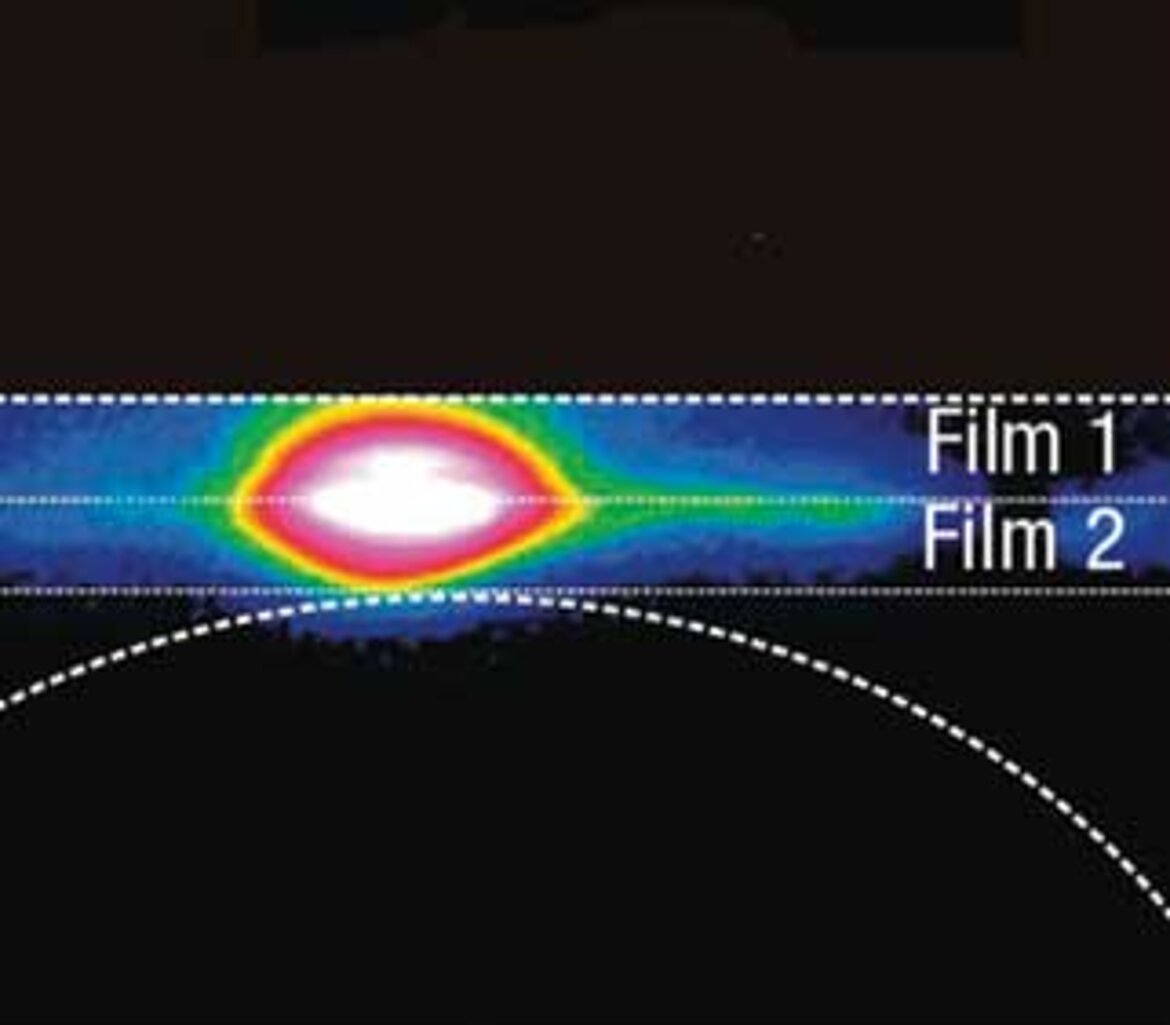
ジョイントデザイン - その仕組み
ピンポイントの精度で溶着するには、超音波のエネルギーを集束させる必要があります (エネルギーフォーカス)。これは、ツールの形状または素材のジョイントデザインのいずれかを介して機能します。ジョイントデザインでは、素材が接合される面積、範囲に先端やエッジなどの特別な形状を持たせます。ツールの形状では、ホーンまたはアンビルはエネルギーを集中させるために特別な形状になっています。